 機床商務網
機床商務網
技術文章
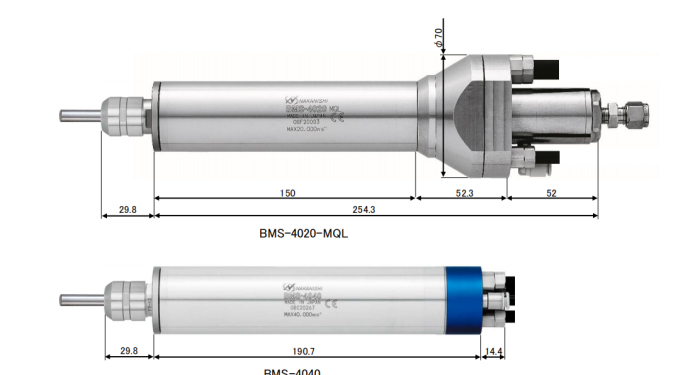
NAKANISHI主軸BMS-4020-MQL的特點和鉆削條件
閱讀:346 發布時間:2020-10-9BMS-4020/4040 MQL在BMS-4020/4040的基礎上配有內部冷卻系統,改善了深孔鉆削的碎屑排泄問題, 提高了加工效率和刀具的壽命。
BMS-4020-MQL 對比 BMS-4020
主軸 BMS-4020-MQL
機器 Sodick MC (MC430L)
刀具 Mitsubishi Material WSTAR 鉆刀經過中心出水孔
φ4.0(L/D=5) MVS0400X05S040
工件 碳鋼(S50C)
孔深 20mm (L/D=5) 盲孔
冷卻液 非水溶性切削油 (1MPa)內部冷卻液
加工條件 切削速度:125.6 m/min
主軸轉速:10,000 min-1
進給率: 0.05 mm/rev
進給量:500 mm/min
加工形式:非分段鉆孔
E4000控制器: 4個負載指示燈 (在容許的操作時間內)
(非分段)大鉆孔深度
BMS-4020-MQL 帶內部冷卻系統 = 深度 20 mm
BMS-4020 裝外部冷卻系統 = 深度 10 mm
①提供深孔鉆削效率
②改善碎屑排泄
